铝轧机消防工程设计初探发表时间:2014-09-27 00:00 铝轧机消防工程设计初探 赵八零 (南京斯夫特安全工程有限公司,江苏 南京)
摘 要:介绍了轧机火灾的起因,灭火系统的选择及应用,消防工程设计的经验等。 关键词:铝箔 轧机 断带 轧制油 管状探测器
前言随着我国经济的飞速发展,铝箔产品被越来越广泛的应用在汽车空调器、医药包装、食品软包装等领域。为了满足日益增长的铝箔需求量,各铝箔生产企业的轧机也近乎满负荷运转。然而一旦轧机发生火灾且没得到有效的控制,会严重的破坏轧机、建筑构件、厂房屋顶和轧机附近的其它设备如驱动电机、电控系统、轧机操作台等,企业会因恢复生产长期停工而蒙受巨大经的济损失。因而设置稳定可靠、灵敏有效的灭火系统是十分必要的,也是铝箔厂家和我们工程设计人员的共同目标。 轧机火灾分析轧机火灾满足燃烧的三个必备条件,可燃物,如轧制油、棉纱、胶管等;氧化剂,即空气中的氧气;引火源,如摩擦生热、断带打火、静电、明火等。 铝轧机在高速运转时通常采用窄馏份的煤油作为轧制油进行冷却和润滑,为满足工艺需要,轧制油还会加热到30-55℃。在轧制过程中,随着温度的进一步升高,会产生高浓度的油蒸汽,使整个轧机处于油蒸汽的包围之中。当油雾发生器油位、油压、风压、温度异常或油雾发生器与轴承箱的连接管路不通畅,导致润滑不良,会产生运动部位发热而引发火灾;当轧机出现机械故障或铝箔坯料厚度不均匀时,容易产生断带打火,也极易引发火灾;当轧机本体与集油盘中的碎铝片清理不及时,轧机本体、管道油箱等接地不良或基础油和添加剂选择不合理都容易产生静电,从而引发火灾。 轧机火灾具有突发性、频率高、蔓延快、火灾难控制、破坏性强等特点。 灭火系统的选用根据轧机火灾的特点,我们选择低压二氧化碳灭火系统作为主要的灭火方式,该系统具有以下优点:
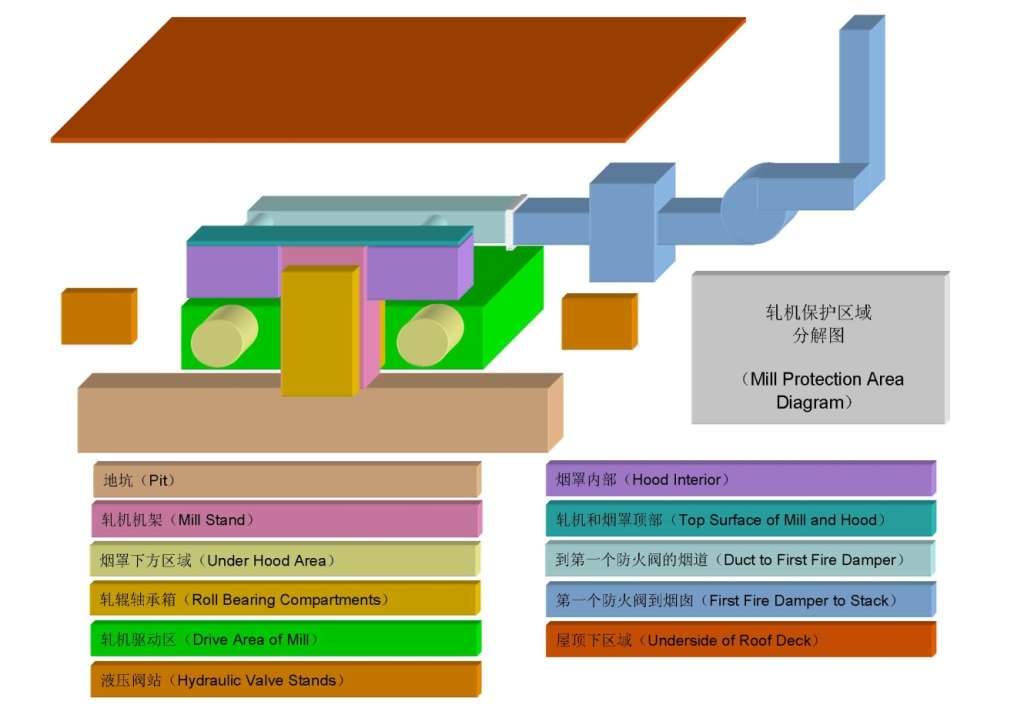
灭火效率高轧机火灾比较复杂,A类、B类和电气火灾并存,二氧化碳对其都具有良好的灭火能力。低压二氧化碳存储温度低,呈气液两相并存状态,灭火时喷出的液态二氧化碳会迅速气化,吸收大量的热量,使得保护对象温度急剧下降同时隔绝轧机周围的氧气,使火灾熄灭。经多次实践检验,扑灭轧机火灾效果很好。 清洁、不产生二次灾害采用低压二氧化碳自动灭火系统不会由于灭火而引发次生灾害,如对设备产生较大的水渍、腐蚀等。对轧机喷射的二氧化碳可通过自然排风进行排除,对润滑油库、液压泵站及地下通道区域喷射的二氧化碳可通过机械排风进行排除。灭火后清理现场方便,对设备检查维修后可立即投入生产。 占地面积小、操作维护方便低压二氧化碳自动灭火系统不需要大量的储瓶,占地面积小而且集中,方便操作手应急启动时迅速准确的启动灭火系统。采用低压二氧化碳系统可考虑设置轧机多次灭火的药剂量,因此不需要频繁的充装,比较适合轧机频繁的工艺火灾。 另外,轧机属于精密贵重机器,火灾造成的经济损失巨大,因此美国铝业(ALCOA)的企业消防标准还规定,增置一套雨淋系统作为轧机的备用灭火方式,当二氧化碳处于故障或隔离状态时,雨淋系统自动切换到工作状态。由于国内使用雨淋系统扑灭铝箔轧机火灾的成功案例较少,其可靠性和必要性还有待进一步考证。 轧机CO2工程设计经验CO2系统下的保护区划分常规轧机通常分为4个保护区:轧机其地坑区、过滤机区、烟道区油雾净化装置区(或全油回收装置)、地下油库及泵阀站区。某些轧机有专门的卷材进出口地坑,当该地坑较长,所需的灭火剂用量较大时,可单独作两个保护区。如果有合卷机,合卷机宜设置一个独立的保护区。另外设置一套软管卷盘置于轧机附近易于接近的位置,方便操作手灵活机动的扑灭初期火灾。 灭火剂用量计算大家可以参看《二氧化碳灭火系统设计规范》,GB50193-93。其中轧机、过滤机按照局部应用方式计算;烟道、地下油库、卷材进出口坑道按照全淹没方式计算。物质系数取1,即CO2的设计浓度是34%。 CO2喷嘴的布置要求保护区内的每个区域都要覆盖到,尤其是轧机和过滤机。因为他们是局部应用灭火方式,靠CO2灭火剂直接作用于着火点扑灭火灾的,一旦有盲区,可能导致灭火的失败。过滤机分为控制区、滤布区、垃圾斗区,每个区都要设置喷嘴。轧机分烟罩、机架、轧机地坑三部分,每部位都要设置喷嘴,另外防止火灾的蔓延,烟道防火阀后、轧机两侧龙门架的卷帘门处、轧机烟罩上空也要布置喷嘴。 图1为轧机保护区域的分解图,应保证每个部位都设置CO2喷嘴,且喷嘴应作防冰堵、防油污堵塞处理。 图1
施工注意要点CO2主管道布置要贴墙、沿柱子架设,在进轧机之前最好分成比较细的支管,方便轧机内部施工。大家知道轧机内各种油管路、电气线路错综复杂、空间非常狭小,大号管钳在其中无法使用,因而轧机内避免使用较粗的管道。部分轧机的两侧烟罩是可以吊起的,因此进入两侧烟罩的管道上应设置一只活接头,方便拆卸。 另外轧机管道施工不像一般民用消防那么简单规整,在设计阶段很难把尺寸确定准确,因此施工阶段需要现场量尺寸、场外预制,再进场组装。 报警控制方式火灾报警系统除轧机控制室以外的几乎所有区域,因为环境恶劣,应采用防爆杆式定温探测器,报警温度为华氏194度(摄氏90度)。该探测器的温度敏感元件由具有高膨胀系数的钢管和具有低膨胀系数的弓形片部件组成。当介质温度变化时,钢管膨胀或收缩,从而改变弓形片部件的几何形状,使触点闭合或断开,输出一个开关量信号,通过监视模块输入报警主机。 为了安全可靠,方便查明着火部位和检修,各保护区内的探测器和模块最好一一对应。如果实在为了节省成本,笔者认为只有地下油库可以只设两只探测器模块。 灭火控制系统灭火控制分为自动、电气手动、机械应急操作。电气手动方式,宜将启动、停止按钮在轧机各操作台上集中放置,并做清晰标识。每个保护区设置一个光报警灯,共同使用一个警号。为了避免火情时的误操作,停止按钮上要加保护罩。 另外在厂房的疏散出口宜设置二次喷射的按钮。当轧机火灾没得到有效控制,需要二次喷射,但人员已无法靠近轧机操作台时,可以在疏散口遥控释放。这也是美铝企业通过实际灭火经验总结出的一种控制方式,笔者认为非常合理。 此外按照规范要求,在喷洒CO2前要延时30秒。但轧机火灾蔓延很快,火灾损失巨大,30秒之内一些电控线路可能烧坏,因而轧机、过滤机、烟道都不设延时。一旦任一探测器动作后,立即喷洒CO2实施灭火。而地下油库和全油回收装置是人员经常出入的场所,应严格执行30s的延时疏散时间。 为了方便集中控制,报警主机一般放置在轧机控制室内。
参考文献:[1] GB50193-93 《二氧化碳自动灭火系统设计规范》(99年第23号公告)。 [2] NFPA12 “Carbon Dioxide Extinguishing System” [3] NFPA72E “Automatic Fire Detectors”
|